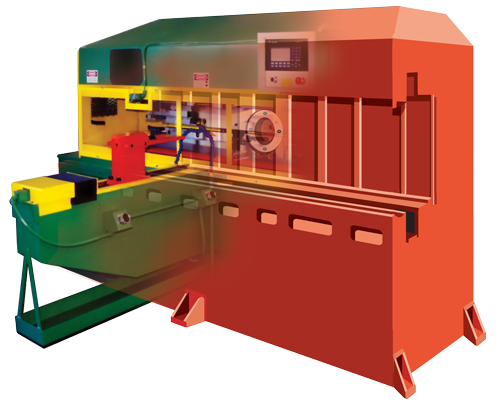
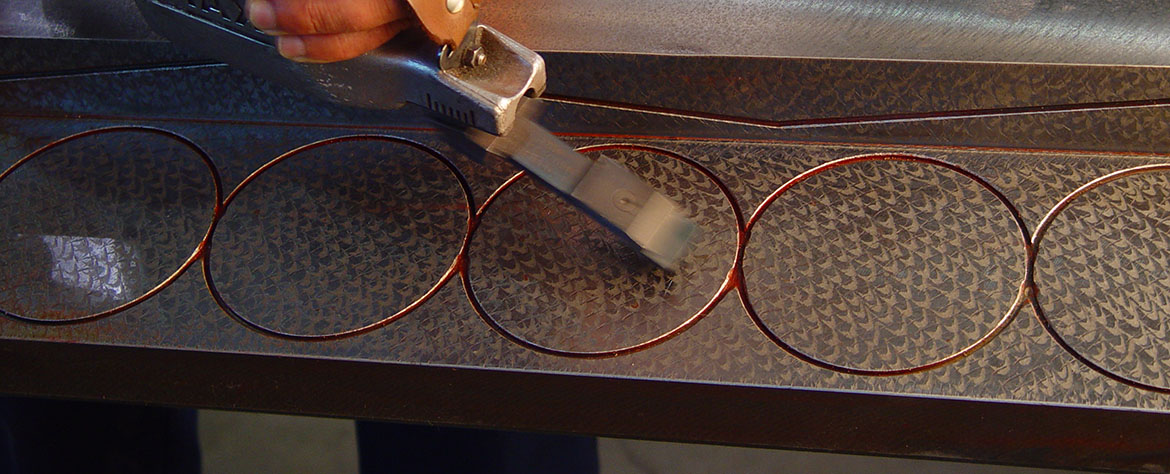
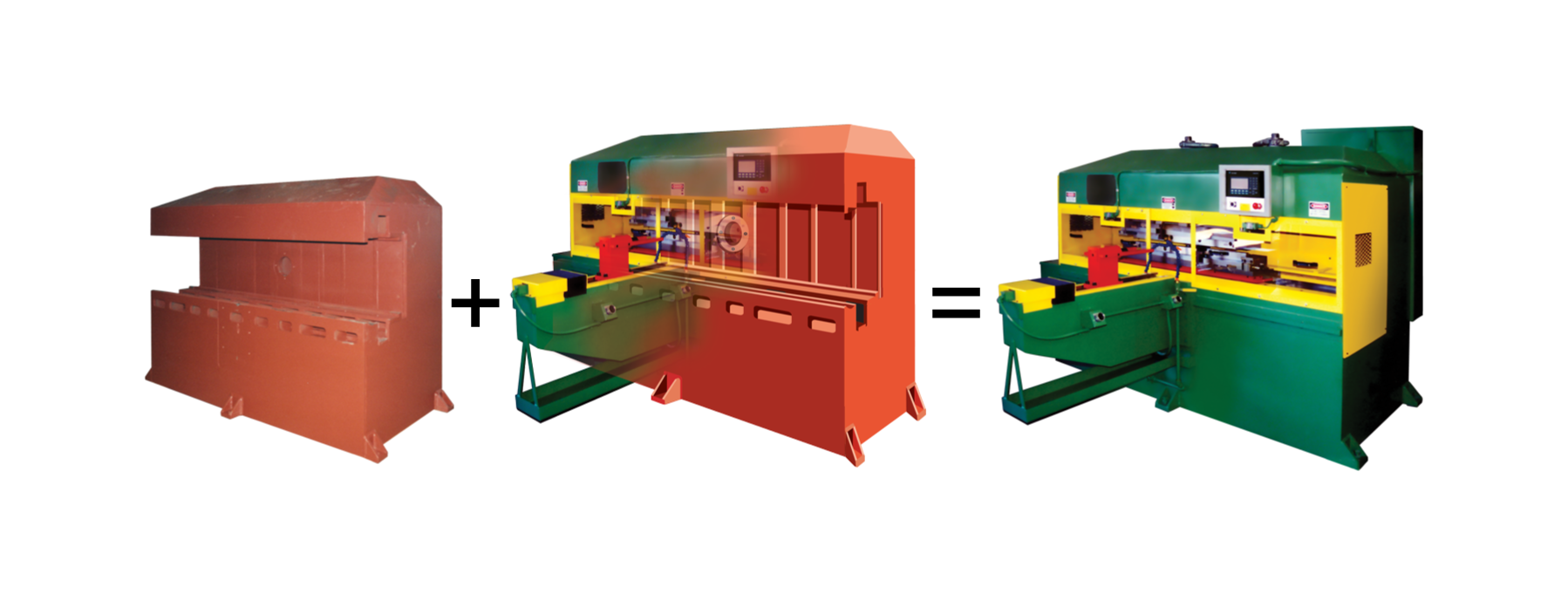
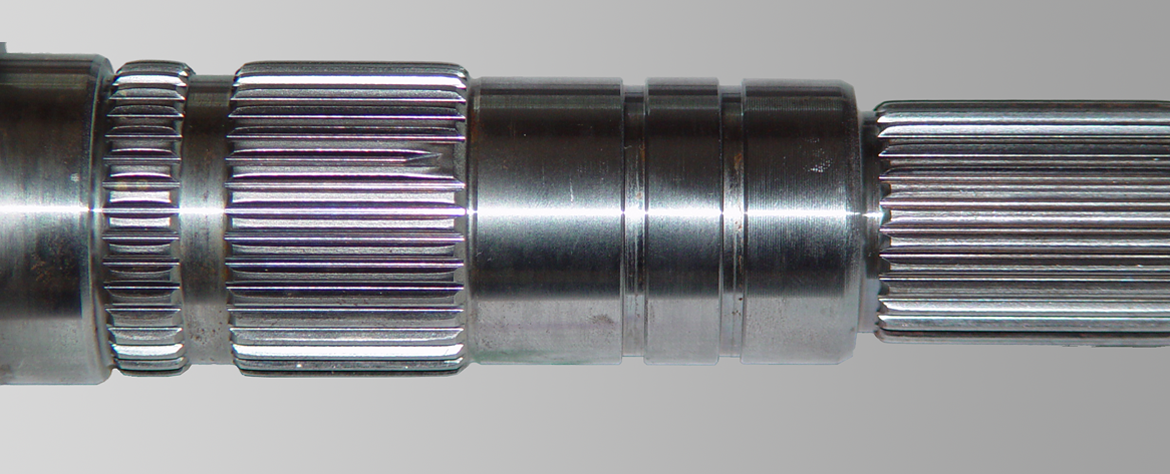
Spline Rolling Machines and Spline Rolling, Facing and Centering Machines. WELCOME TO WEST MICHIGAN SPLINE, INC.

We at West Michigan Spline, Inc. have changed to our summer hours. Our Summer Hours are 7:30 AM to 4:30 PM Monday thru Thursday. Fridays we are open from 7:30 AM to 12:30 PM Eastern Time Zone. If you need assistance on off hours please send an email to splinehead@aol.com as this is monitored. Spline rolling, spline rolling machines along with facing and centering machines are our passion and we are here to help.
WEST MICHIGAN SPLINE, SPLINE ROLLING MACHINE INVENTORY REDUCTION SALE ON USED OR REBUILT SPLINE ROLLING MACHINES. CALL FOR DETAILS. VISIT THE USED MACHINE SECTION FOR SOME OF OUR MACHINES IN THIS SALE.
West Michigan Spline, Inc. is the “Best In Class” source for your spline rolling machinery needs. Since 1987 we have provided unparalleled service to the spline rolling industry. Spline rolling, spline rolling machines along with facing and centering machines are our passion. While our main competitors have been bought and sold several times over the years, West Michigan Spline, Inc. has been family owned since the beginning.
All through these years, we have provided machinery and service to the “big three” automakers, their suppliers, as well as the off road market. Customers such as Whirlpool, Arctic Cat, MTD and others have experienced the quality produced by our machines both new and rebuilt.
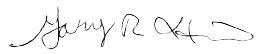
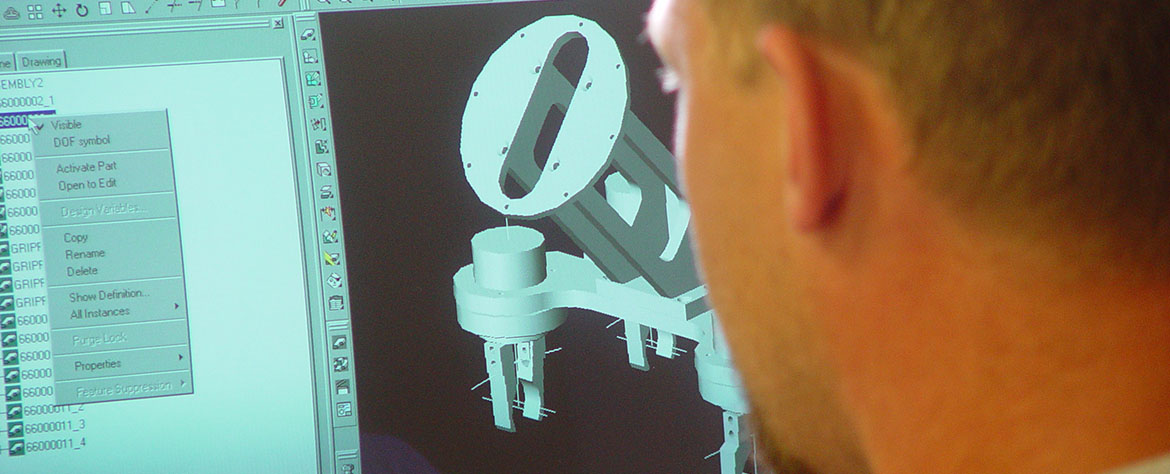
We have the expertise to help with applications, designs and technical problems. As a member of the ANSI B92 Spline Committee we know the standards and can provide value added consulting. One of our biggest pleasures is when we help customers learn the spline rolling “in & outs”. Lets face it, spline rolling data can be hard to understand but our method of training breaks this down to a manageable level, for all concerned.
Since 1987, West Michigan Spline has provided unparalleled design, service, and consultation to spline rolling industries throughout the United States, Canada, Mexico, and the world.
Our client list includes the “big three” automakers, as well as their suppliers. Other customers include Whirlpool, Arctic Cat, and MTD: a leading maker of outdoor power equipment. From makers of off-road vehicles to appliances and more, numerous industries have experienced the quality, reliability, and innovation of our new and rebuilt machines.
West Michigan Spline is your “best in class” spline rolling machine tool manufacturer. Every day, our employees are dedicated to producing high-quality machines, creating new and innovative designs, and delivering unmatched customer service.